Earlier last year, the National Gallery in Prague approached PrusaLab with a special request. They needed help with creating a custom supporting structure that would secure a damaged sculpture in place. This was needed in order for the restoration works to continue. The sculpture, named Reclining Torso, was made by Zdeněk Pešánek for the Czechoslovak Pavilion at the Exposition Internationale des Arts et Techniques dans la Vie Moderne in Paris in 1937.
We chose 3D printing as the ideal manufacturing process because it was possible to take advantage of several of its strengths. In addition to the requirements for low weight and high strength of the structure, it was necessary to choose a technology that allows the individual parts to be modified quickly and at a low cost.
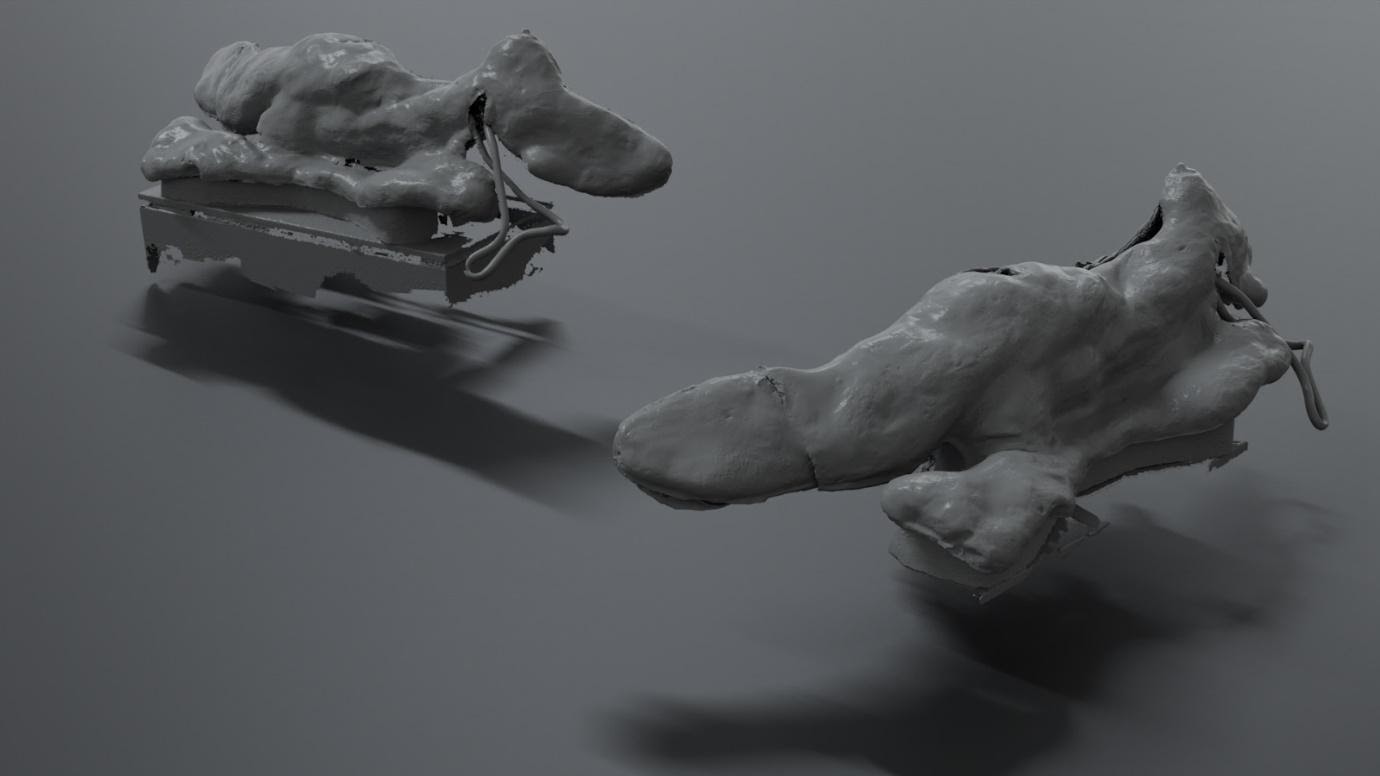
Making the 3D model with the help of a 3D scan
After sketching out a few solutions with the client, we settled on a pair of braces copying the surface of the sculpture around its perimeter on both sides of the crack. The process was further facilitated by the fact that the client provided a 3D scan of the sculpture in damaged state. Although the scan was taken at sufficient resolution, it was necessary for our modeller to go to NGP and see the sculpture in person.
Our consultation with the restorer focused primarily on the mechanical properties of the sculpture, the scale of the restoration works, and the access requirements to the various areas of the art piece.
Taking into account all the requirements, we created a model of the structure. The model’s first iteration included both reinforcing braces and their subparts, attachments to the edges of the sculpture, and holes for threaded rods to connect the two braces.
By subtracting the shape of the sculpture (in the form of a 3D scan) from the modelled support structure, we were able to shape the inner surface of both braces to match the sculpture’s relief.
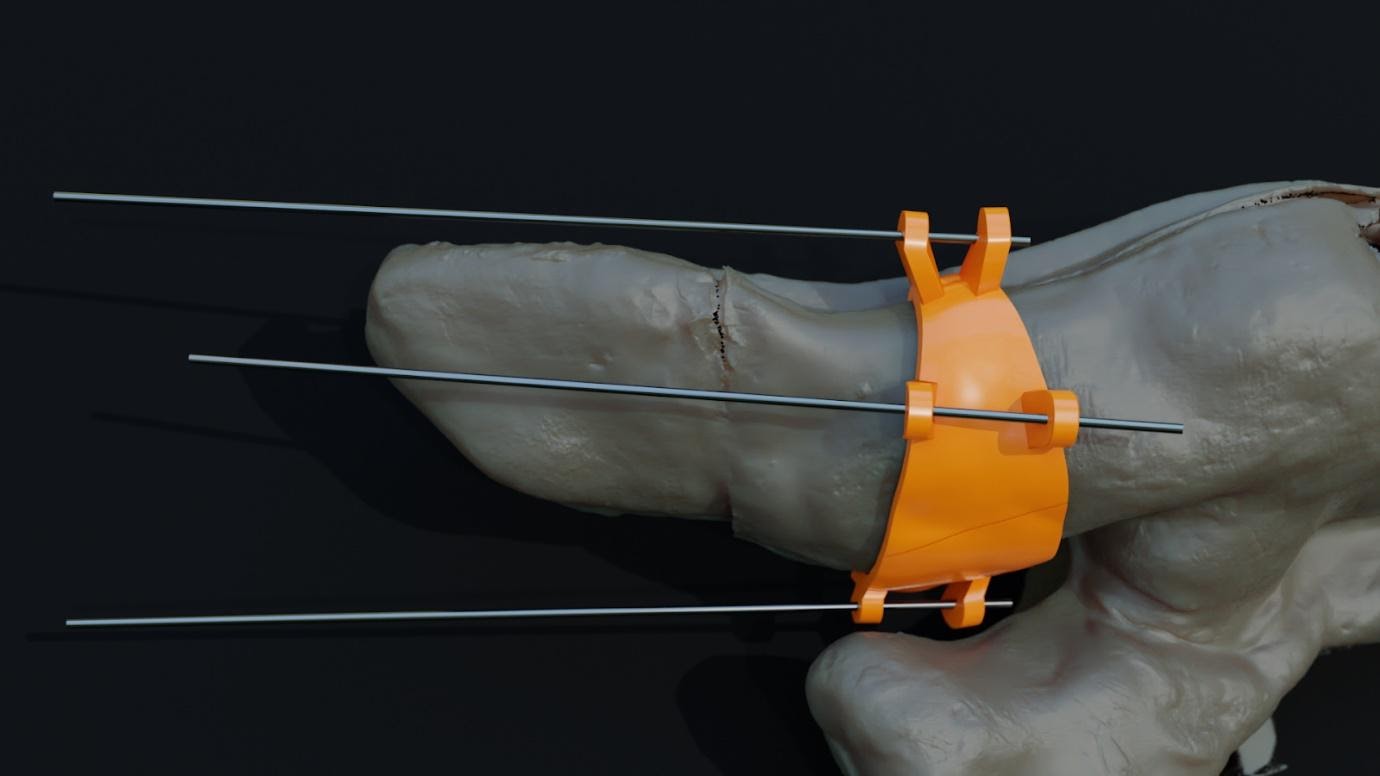
Furthermore, the precisely shaped surface of the structure was given a millimetre offset to allow for a layer of soft separating material to be applied in between the sculpture and the supporting structure to minimize any possibility of scratching. The joinings of both braces and the braces themselves were also optimised. We also added holes for ventilation, which resulted in decreased weight.

Choosing the right material and print settings
Taking into account the limitations of FDM 3D printing from the beginning, the model was created with the least amount of overhangs. Nevertheless, some places did require the use of print supports.
We opted to go with Prusament PETG for the printing itself. The material has good mechanical properties, is easy to print with and comes with a relatively low price tag.
Before printing, we further modified the model by changing various values in PrusaSlicer’s settings. Specifically, we chose a hexagonal infill pattern, which guarantees higher overall strength of the object and good printability. We have also increased the number of perimeters and the number of bottom and top layers, thus reinforcing the outer walls of the structure. This leads to a higher torsional strength without the need for a higher percentage of the object’s infill. For overhangs greater than 45°, print supports were used.
Testing and iterating
After the print was done, the client picked up the parts and then assembled the supporting structure themselves in their restoration workshop. One part did not fit optimally and needed to be adjusted, printed again and refinished. PETG allows this to a certain extent. The entire modification was carried out in two days, which is an undeniable advantage over other, more traditional means of manufacturing.


Rounding off at 65 hours of work time (13 hours of modelling, and the rest printing), the production involved three people (a modeller, a 3D printer operator and a restorer who then completed it). The ability to quickly modify individual parts, both with minor and quite major interventions in the design, proved a key aspect. For the production of customised products that often have a very specific one-time use, 3D printing is an optimal solution. Provided, of course, that the resulting print meets the requirements for mechanical, chemical and thermal resistance.
